








Тасвирлау
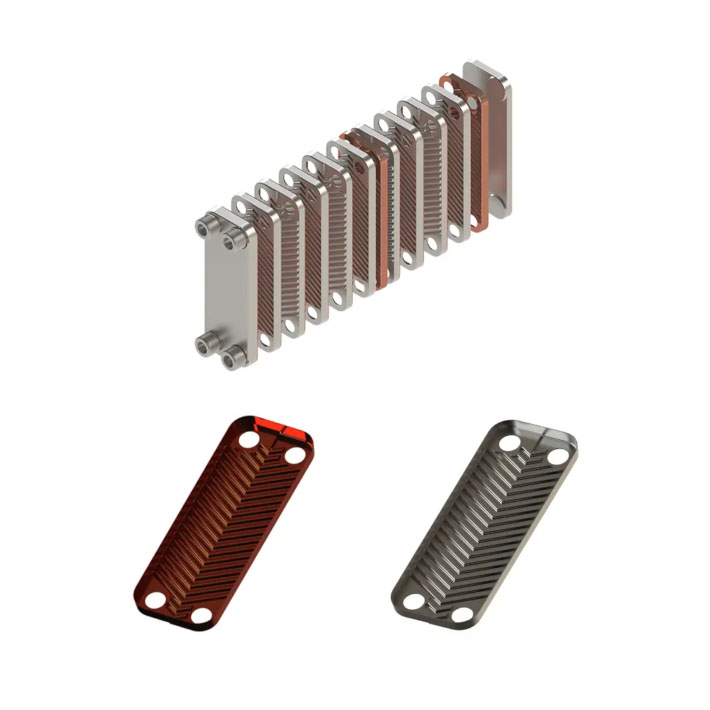
Бозланган тәлинкә җылылык алмаштыргыч алгы һәм арткы тәлинкәләрдән, тәлинкәләрдән, буыннардан һәм бакыр фольгадан тора.Бакыр фольга вакуум мичендә эретелә, һәм эретелгән бакыр сыеклыгы сифон принцибын кулланып җылылык алмаштыргычның тар бушлыклары арасында агып тора, һәм суытылганнан соң бразинг барлыкка килә.
Ялган материал мөһерләнә һәм тәлинкәләрне контакт ноктасында тотып тора, нәтиҗәле җылылык үткәрүне һәм басымга каршы торуны оптимальләштерә.Алга киткән дизайн техникасын куллану һәм киң тикшерү иң югары җитештерүчәнлекне һәм хезмәт озынлыгын тәэмин итә.Төрле ихтыяҗлар өчен төрле басым диапазоннары бар.Асимметрик каналлар иң компакт конструкцияләрдә эффективлыкны оптимальләштерәләр.аз суыткыч куллану Стандарт компонентларга һәм модульле концепциягә нигезләнеп, һәрбер агрегат аерым корылмаларга туры килү өчен махсус эшләнгән. Күпчелек HFC, HFO һәм табигый суыткычларга туры килә.
Бозланган тәлинкә җылылык алмаштыргычын җитештерү процессы нигездә үз эченә ала:
A. Чимал резервы
B. Тәлинкә басу
C. Соңгы тәлинкә басу
D. Саклау
E. Вакуум мич уты
Ф. Тест
Г. басым тесты һәм башка процесслар.
Үзенчәлекләр
● Компакт.
Install урнаштыру җиңел.
● Selfз-үзеңне чистарту.
Min Минималь хезмәт һәм хезмәт күрсәтүне таләп итә.
● Барлык агрегатлар да басым ясыйлар.
Gas Савыт кирәк түгел.





